2.2 Determination of manufacturing process conditions for waste paper starch foam
Since the formulation of various additives for starch gelatinization and foaming has been determined, the factors affecting the quality of waste paper starch foams are mainly the raw material ratio of the foam and the manufacturing process conditions, ie, the ratio of the quality of waste paper and starch. The mass ratio of paper and paper, the temperature of foaming, and the time of foaming. Therefore, four factors and three levels of orthogonal tests are used to select the best process conditions. As a result of the experiment, the most important indicator for the buffer packaging material is its bulk density and compressive strength. Table 1 is a summary of the specific factor levels, test plans, and experimental results for the L9 (34) orthogonal test. 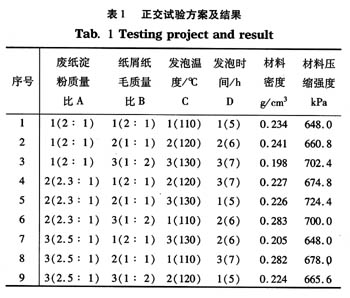
Fig. 1 and Fig. 2 show the trend analysis of the apparent density and compressive strength of the foam, respectively. The three points corresponding to each factor represent the levels obtained from the three levels of 1, 2, and 3 from left to right. Observed density or compressive strength values. As can be seen from FIG. 1, the order of the range of the factors from large to small is: foaming temperature: 0.170, paper mass ratio of paper dust: 0.083, mass ratio of waste paper starch: 0.063, foaming density: 0.045 (g/cm 3 ). This is also the order in which the factors affect the apparent density of the foam significantly, ie the foaming temperature is the most influential factor, followed by the ratio of the paper mass of the paper dust and the mass ratio of the waste paper starch. The foaming time is the least affected. As can be seen from FIG. 2 , the order of magnitude of each factor from large to small is: the mass ratio of waste paper starch: 107.6, the mass ratio of paper dust paper: 97.2, the foaming temperature: 73.6, and the foaming time: 46.4 hours. That is to say, the effect on the compressive strength of the foam is significantly greater than that of the waste paper starch, followed by the ratio of paper dust mass to the foaming temperature, and the effect of the foaming time is relatively small.
The higher the foaming temperature, the more intense the reaction rate between Na2CO3 and citric acid, and the better the foaming effect, so the apparent density also decreases. This will improve the use effect and economy of the buffer material when the strength requirements are satisfied. Sex. Therefore, the foaming temperature should be selected as 130°C. This is consistent with the result of Figure 2 that the foam has the highest compressive strength at 130°C.
The mass ratio of waste paper to starch has a great influence on the density and compressive strength of the foam. As can be seen from FIGS. 1 and 2 , when the amount of waste paper is low, the density of the foamed starch paste is increased, so that the density of the foam is lower, but the compressive strength is also lower. When the mass ratio of the waste paper starch was increased from 2.0 to 2.3, the density of the foam increased as the proportion of the foamed starch paste decreased, but the compressive strength was greatly increased due to the increase in the density. When the proportion of waste paper is further increased, the adhesive strength per unit surface area of ​​the fibers is decreased, not only the bond strength is decreased, but also the adhesion between the waste papers and the shrinkage during drying are reduced, resulting in a decrease in the density. . Since the mass ratio of waste paper starch is the main factor affecting the compressive strength, the compressive strength should be mainly considered and the mass ratio of waste paper starch should be taken as 2.3:1.
The ratio of the paper quality of the paper fluff has a significant effect on the density and compressive strength of the foam. The fine paper hairs are easily mixed with the adhesive evenly, and the paper dust affects the uniform mixing with the adhesive and the formation of a tight structure due to its own strength and sheet structure, thus increasing the paper size of the paper in a certain range. The mass ratio reduces the density of the foam, but at the same time it lowers the strength of the foam. The results of Fig. 1 and Fig. 2 illustrate this point. As can also be seen from Figure 1, with the increase in paper content, the density of the foam does not always increase, when the paper quality ratio of the paper is 1:2, the density will drop. This may be due to the fact that the paper is evenly mixed in the adhesive, which reduces the density of the foam as the adhesive foams. Considering comprehensively, it is more appropriate to take the paper dust mass ratio of 1:2.
The influence of the foaming time is more complicated. It affects not only whether the foaming is sufficient, but also because the degree of dryness affects the strength and stability of the foam film, and also because of the drying shrinkage that affects the density and compressive strength of the foam. However, from the point of view of the degree of influence, the influence of the foaming time is the smallest regardless of the density or the compressive strength of the foam, so there is a selective arbitrariness. Considering the speed of drying and taking into account the compressive strength and density, the foaming time was chosen to be 7 h.
In summary, the suitable manufacturing process conditions for waste paper starch foam cushioning packaging materials are: the mass ratio of waste paper starch 2.3:1, the mass ratio of paper dust paper 1:2, the foaming temperature 130° C., and the foaming time 7 h. The experiment was conducted with this set of process conditions. The results were: density 0.207 g/cm3, compression strength 717.4 kPa. Has a low apparent density and high compressive strength.
3, the conclusion
1) Using waste paper starch foaming technology, biodegradable environmentally-friendly buffer packaging materials with an apparent density of about 0.2 g/cm3 and a compression strength of 700 kPa or more can be prepared. Than ordinary pulp molded products, water, light weight.
2) Under the conditions of this test, the best process conditions for the preparation of waste paper starch cushion packaging materials with starch paste with 32% sodium carbonate (for starch, the same below), 1% borax, and 45% citric acid are: The mass ratio of waste paper to starch was 2.3:1, the mass ratio of paper dust to paper was 1:2, the foaming temperature was 130°C, and the foaming time was 7 hours.
3) The most significant factor influencing the apparent density of the foam is the foaming temperature, the foaming temperature increases, and the apparent density decreases. Followed by the paper quality ratio of paper and waste paper quality ratio, the impact is the foaming time. The most significant factor affecting the compressive strength is the mass ratio of waste paper starch, followed by the mass ratio of paper dust and foaming temperature, and the impact of foaming time is relatively small. (Wen / Lu Yanna Zhang Yunzhan Ou Jianzhi)
Transparent PET Heat Sealed Custom Holographic Laminate pouches
Details of Custom Hologram Pouches, Hologram Laminate Pouches, PET Hologram Pouch, Transparent Holographic Pouches
Material
PET
Usage
All kind of certificate/card, overlay
Feature
Hologram Anti-Counterfeit, UV printing,
laser numbering, laser pattern
Color
Size
Customize
Thickness
75-500 micron/Customize
Pattern
Customize
MOQ
5000 pcs
Hologram Pouch with customize logo& text
Transparent with optical color

Hologram laminating Pouches with red UV ink

Generic pattern Hologram pouch


If you want do this kind of hologram pouch, please send your details. We will do our best.
Hologram Pouch
Custom Hologram Pouches, Hologram Laminate Pouches, PET Hologram Pouch, Transparent Holographic Pouches
Suzhou Image Laser Technology Co., Ltd , http://www.nip-optics.com