Application of the principle of follow-up compensation system in barrel making machinery
Yang Wenliang
Xinjiang Heshengxing Machinery Manufacturing Co., Ltd. is the first enterprise in China to develop a fully automatic vertical steel drum production line. At present, two production lines have been completed and put into use in Xinjiang. When designing and manufacturing the vertical sealing machine, they found that the steel drum has an axial size reduction during the steel drum sealing process. Since the upper pressure plate is pressed against the barrel, it is already positioned dead. Therefore, after the barrel body becomes shorter, it cannot be pressed, which causes the axial movement of the barrel body, which affects the quality of the closure. Figure 1 shows the automatic vertical sealing machine.
In fact, this phenomenon is often encountered in steel drum production, because the barrel body can not be turned into a right angle when it is turned over, and will gradually become a right angle during the winding process. This change process, vertical steel barrel sealing In the case of the lower curling, the barrel will naturally shorten and move down.

Figure 1 Automatic vertical sealing machine
In order to solve this problem, they changed the drive cylinder of the upper pressure plate to the constant pressure follow-up residual cylinder. When the barrel body becomes shorter, the cylinder will lose part of the pressure, and the cylinder will automatically replenish the oil to keep the pressure constant in the cylinder, so that the cylinder will automatically move down as the barrel shortens, so that the upper platen is always Keep tight with the barrel to ensure the quality of the crimping seal.
This method is actually the principle of the follow-up system. When analyzing the vertical production line introduced by Xinjiang Changde Company, we found that this system was also used in its sealing machine, but it was not a constant pressure cylinder but a hydraulic servo system.
A few years ago, when we started to produce "W" steel drums in China, we tried to use the method of rolling corrugation. In practice, it was found that the rolling ribs often showed deviation. In fact, the appearance of this phenomenon is also because the barrel body will be shortened when the ribs are rolled, and the positioning of the pressure plate at both ends can not be shortened with the barrel body becoming shorter, so that the barrel body is tilted left and right, thereby causing the ribs to run off. The common horizontal rolling machine is shown in the figure below.

Figure 2 Horizontal Rolling Machine
In order to solve this problem, Yingkou North Baking Equipment Technology Co., Ltd. has solved this problem by adopting the method of pre-expanding the large ring ribs and then rolling the "W". In fact, firstly, the ribs are rolled up, which is equivalent to creating a positioning ring for the rolling process. When the ribs are rolled, they will not go any further.
Similar to the method used in the above vertical sealing machine, we can also change the driving cylinder of the positioning platen at both ends of the barrel to a constant pressure cylinder, or use a hydraulic follower system to make the pressure plate timely with the shortening of the barrel. Follow-up, can prevent the barrel from moving left and right in time, so that the ring will not go wrong during the rolling process.
The hydraulic servo system is an automatic adjustment system whose pressure follower system allows the actuator cylinder to move with changes in pressure. The follow-up system works by the error signal. When the system gives an input signal, the input link pressure changes, causing the offset between the input link and the input link in the system. The offset is called the system error. This error makes The actuator operates, and because the action of the actuator eliminates this error, the working process of the general follower system can be represented by a block diagram of the working principle, as shown in Figure 3.
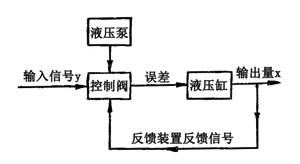
Figure 3 Block diagram of the hydraulic servo system
There are many ways to implement the hydraulic servo system. Commonly used are the accumulator pressure maintaining circuit and the automatic oil filling and holding system. Figure 4 shows an example of an automatic charge replenishing circuit. When the electromagnetic reversing valve 4 is connected to the right position, the upper chamber of the hydraulic cylinder becomes the pressure chamber, the piston is terminated downward, the pressure plate is pressed against the barrel body, the upper chamber pressure rises, and the pressure rises to the upper contact of the electric contact pressure gauge 1 When the pressure is set, the electric contact pressure gauge sends an electric signal, so that the electromagnetic reversing valve 4 is replaced by the neutral position, the hydraulic pump is unloaded, and the hydraulic cylinder is held by the hydraulic control check valve 3. When the barrel body is shortened, causing the pressure in the upper chamber of the hydraulic cylinder to drop to the lower limit contact setting pressure, the right position of the electromagnetic reversing valve 4 is connected to the circuit, and the hydraulic pump replenishes the upper chamber of the hydraulic cylinder to raise the pressure. When the work is completed, the piston is retracted upward when the left position of the electromagnetic reversing valve 4 is connected to the circuit. This circuit has a long holding time and good pressure stability.

Figure 4 Automatic oil filling and pressure keeping system
It is also possible to directly use a constant pressure cylinder, which can effectively reduce the system, follow the movement in time and accurately, and be more reliable than the hydraulic servo system.
If the hydraulic method is not used for follow-up tracking, it can also be realized by mechanical methods. We generally refer to it as a floating platen. There are also many ways to implement it. The simplest is to use a spring as a tracking compensating element, because of the action of the spring. The platen can always be pressed against the barrel. However, it is difficult for the spring to achieve accurate positioning and tracking, and the pressure is not constant, and the stability of work is poor.
Regarding the problem of the deviation of the rolling ribs, I once discussed with the director of the Shanxi Water Conservancy (General) Machinery Factory, Hou Xinming, and the director of Zhuzhou, Zhejiang Dingbang Steel Barrel Machinery Mould Factory. This barrel body compaction error caused by the shortening of the barrel body, through the method of pressure plate follow-up compensation, and input another error, in order to eliminate the error caused by the front head, thereby achieving pressure balance. When I talked with Director Zhu, I vividly called this method "positive and negative."
In fact, sometimes the problem of mechanical equipment is the same as the ability of our people. If there is a device failure, there are mechanical problems and electrical problems. If you send a repairman who only knows the mechanics and does not understand the electrical, or sends a repairman who only knows the electrical and does not understand the mechanics, it may not solve the problem. But if two people are sent to repair at the same time, they will complement each other. A good solution to the problem. As Zhu said, "The two people who are useless, when they are put together, become useful people." Confucius once said: "Threesome, there must be my teacher." This is the truth. . There are no perfect people in the world, and it is even more impossible to have perfect equipment. Only by learning with humility and making progress can we make our products perfect.
In recent years, Cangzhou Dingbang Steel Barrel Machinery Mould Factory has been continuously researching technology and improving equipment, constantly adjusting its business strategy, and achieved good results. It has been well received by many barrel companies. The reason is that the broad-minded Zhuchangchang constantly meets users. The required "follow-up" thinking and the spirit of innovation that is reluctant and advancing with the times are inseparable.
We are looking forward to the early development of the automatic vertical steel drum production line developed by Zhangzhou Dingbang Steel Barrel Machinery Mould Factory!
Dia 50mm Chrome Tube,50mm chrome plating tube,50mm Chrome Tube,50mm Chrome Pipe Fittings
JOKER UNO LIMITED , https://www.jokeruno.com