Steel barrel seam welding process parameter calculation (1)
Zhang Shiqiang, the 7434th factory of the People's Liberation Army
The quality of the seam welding of the barrel of the steel drum directly affects the quality of the product. On June 25 last year, the Yunnan Import and Export Commodity Inspection Bureau conducted a spot check on the “9105†batch products produced by our factory, and the pass rate was only 50%. 1000 steel drums are not allowed to be exported, which has brought economic losses to the factory and also affected the reputation of the factory. In this case, the research team was established. Conduct technical research. Through the collection of the production quantity of steel drums in the first five months and the quality inspection report of the quality inspection department, after the verification and verification, the mathematical analysis was carried out, and the main factor affecting the quality of the product was the seam welding quality of the barrel, so it will be improved. The barrel seam welding technology is the main target.
First, analyze the reasons for unstable seam welding quality
Through observation and sampling analysis at the production site, it is found that the quality of seam welding is unstable as follows:
1. Poor selection of process parameters. False welding occurred at the start and end points of the weld, and micro-cracks appeared after the barrel was turned over. Furthermore, when the barrel is closed, elastic deformation and plastic deformation occur at the flange of the barrel during the sealing of the sealing wheel, and the seam welding has different degrees of damage and tear. At the time of inspection, a leak occurred at the T-mouth of the barrel.
2. When welding, the contact area of ​​the upper and lower electrode rollers is less than 80%, and the seam welding tooth mark is not clear, and the welding breakdown occurs at a distance of 2.O-50 mm from the curling edge.
3. At the beginning and the end of the welding, a strong spark fly is generated instantaneously, which affects the correctness of the operation, causes the weld bead to be twisted, and the welding quality is unstable.
Second, the analysis of the seam welding mechanism
The steel drum is made of low carbon steel sheet. The welding mainly adopts two forms of spot welding and seam welding, which belongs to pressure contact welding. The welding mechanism is the same, and the welds to be welded are locally heated to be in a semi-melted state or a plastic state, and then pressure is applied. Under the action of pressure, a relative slip occurs between the grains of the metal, and a plastic welding method still exists after cooling.
The degree of plastic deformation depends on the type of element contained in the metal, that is, the molecular structure. It also depends on the conditions of the deformation, that is, hot extrusion deformation or cold extrusion deformation. The heating of the metal in the joint zone heats up, reduces the resistance of plastic deformation, provides the necessary conditions for grain slippage and combination, and the contact pressure provides sufficient conditions for welding.
The heating temperature range is in the austenite phase in the Fe-Fe3C phase diagram, that is, in the solid phase line. The welding temperature is about 200 ° C lower than the solid phase line, the final welding temperature (refer to - solder joint). Good weld strength can be obtained between 750 ° C and 800 ° C. The heating temperature value of the contact welding is very important, which is mainly determined by the carbon equivalent of the material to be welded. It can be checked according to the carbon equivalent value in the Fe-Fe3C phase diagram (this phase diagram is omitted from the metal material or heat treatment manual). The temperature Tm in the solid phase region. To facilitate calculation of carbon equivalents, refer to the carbon equivalent calculation formula recommended by the International Welding Association:
C(%)=C+(1/16)Mn+(1/24)Si+(1/4)Mo+(1/13)Cu+(1/5)Cr+(1/5)V (%) (1)
Low carbon steel sheets used in the steel drum industry, the main impurities are: Mn, Si, P, S. Equation (1) can be simplified to:
C(%)=C+(1/16)Mn+(1/24)Si (2)
Based on the test results of the material composition, the carbon equivalent value is calculated using the formula (2) to determine the solid phase temperature Tm in the Fe-Fe3C phase diagram. Its plastic deformation temperature formula:
△T=Tm-200 (°C) (3)
According to the thermodynamic principle, the conversion between temperature and heat follows the following formula:
Q suction = mcâ–³T (4)
In the formula:
Q suction - the mass of mass m reaches the heat required for △T (J); m - the mass of the weld metal (kg); C - specific heat capacity. Steel is 0.46×103 (J/kg.°C); △T——temperature required for plastic deformation (°C)
Third, the main factors affecting the quality of seam welding
According to the above analysis, the essence of welding is the relationship between the heat absorbed by the weld zone and the heat generated by the seam welder. This relationship also follows Joule-Lenz's law, which has the following formula:
Q=0.24IIRt (5)
In the formula:
Q——heat generated by electric energy (J); I——current required for welding (A); R——resistance value of welding system (Ω); t——welding time (s)
The resistance value in equation (5) is a variable, and the values ​​are different when welding with unequal parameters. According to the seam welding principle (pressure welding), the system resistance value R follows the following relationship:
R=2R piece + 2R level + R touch (6)
In the formula:
R piece - internal resistance of the weldment (Ω); R touch - contact resistance between the weldments (Ω); R pole - contact resistance between the electrode and the weldment (Ω)
According to formulas (5) and (6), the main parameters affecting welding heat are: I, R, and t. When welding a certain metal material, its I and t can be regarded as constants, while the R value is a variable. The determination of the R value must be discussed separately.
1. The R touch is a variable. The surface roughness value of the heated metal weld zone is not uniform and is an unprocessed surface, so the unevenness is uneven. The metal is not in contact with the entire plane during soldering, but individual bumps are in contact. After the power is turned on, the power line is bent and contracted near the contact point, and the contact resistance is increased. The value is related to the electrode roller pressure value, material properties and surface condition. For low carbon steel the following relationship:
1 electrode pressure P increases; then R touch becomes small. The electrode pressure P is inversely proportional to the R contact. see picture 1.
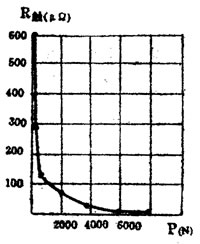
figure 1
The relationship between the 2R contact and the soldering zone temperature Tm and the electrode pressure P is proportional. When P=4500N and Tm=600°C, its R touches 0. See Figure 1 and Figure 2.
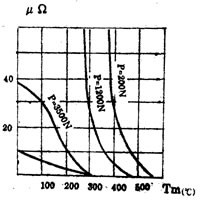
figure 2
2. The contact resistance R between the electrode and the weldment is related to the quality of the contact surface and the carbon content. It has a small carbon content and a low hardness, and the contact area is large. The R-pole conductivity is 85%, and the relationship with the magnetization time t is shown in Fig. 3. When the energization welding time t ≈ 0.02 s, the R pole ≈ 0.

image 3
3. The internal resistance R of the weldment is uneven, and the current density during welding is not uniform, mainly following the following relationship:
R pieces ≈δÏK1K2/DD (7)
In the formula:
Δ——welding piece thickness (mm); Ï——weld material material resistivity (Q.cm), low carbon steel Ï=15×10-6 Ω·cm; K1K2——correction coefficient
4. Thermal process during welding
The heat that the current flows through the two-electrode roller to the weldment consists of two parts, one part is used for heating in the weld zone, which is the heat required to form the weld nugget, which is called Q effect, and the other part is taken by the cold metal workpiece and the coolant. Go, call it Q loss. The thermal work emitted by the seam welder itself is:
Q=Q effect + Q loss (8)
The relationship is shown in Figure 4. The Q loss is only related to the time t required for heating. Instantaneous soldering Q loss ≈0. So Q effect Q.
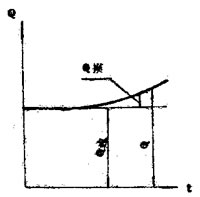
Figure 4
The Q effect is proportional to the current and resistance. The calculation can be performed statically by the parameters in the above analysis formula (5). The parameter IIR in equation (5) can be based on the effective electric power formula of the alternating current:
P = UIcosφ (9)
In the middle
Cosφ - usually approximates 1.
Because P electricity = UI = IIR (10)
Substituting equation (10) into equation (5) yields the following formula:
Q=0.2P electric t (11)
In the formula:
Q - thermal power (J); P electricity - electric power (VA); t - energized welding time (s)
Through the above analysis, the main factors affecting the quality of seam welding are: I, P, and t are clear.
Fruit & Vegetable Display Racks are all made of galvanized steel.This Fruit Display very popular in fruit and vegetable market. Our fruit display stands are well received in the industry market for their unique display rack design.Vegetable and fruit Display Shelves can not only be used as Fruit Rack and vegetable rack, but also can place all kinds of goods that cannot be placed correctly on the flat shelf.
Description of Vegetable and Fruit Display Rack
Material: Steel
Structure: Combination and Stitching
Application: Shopping malls, Convenience stores, Fruit and vegetable shop, Supermarket
Color: Customized
MOQ: 10 pieces
Packaging: Standard export package
Payment: L/C,D/P,T/T, Western Union, paypal
Delivery: Qingdao CHINA
Features:
1.Excellent finishing2. Enhanced durability
3.Accurate in dimension
4.Beautiful shape
5. Highly sturdy design
Product Display



Fruit & Vegetable Display Rack
Display Shelves,Display Stand,Fruit And Vegetable Display Rack,Vegetable Display Equipment
Jinan Dark Intelligent Facilities Co.,Ltd , https://www.cndarkcvs.com